Comment utiliser les cartes de contrôle pour six sigma
L'outil Statistical Process Control primaire (CPS) pour les initiatives Six Sigma est le carte de contrôle
- un suivi graphique d'un processus d'entrée ou une sortie au cours du temps. Dans le tableau de commande, ces mesures sont suivis visuellement comparés aux limites de décision calculées à partir des probabilités de la performance réelle de processus.La comparaison visuelle entre les limites de décision et les données de performance vous permet de détecter toute variation extraordinaire dans le processus - variation qui peut indiquer un problème ou d'un changement fondamental dans le processus.
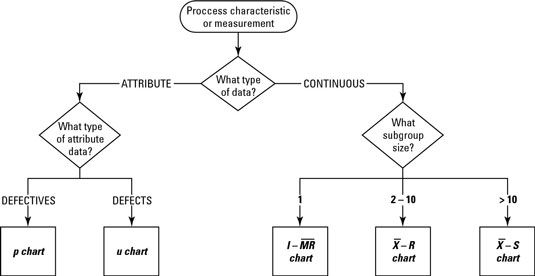
Les différents types de cartes de contrôle sont séparées en deux grandes catégories, en fonction de ce type de mesure de processus, vous êtes suivi: cartes continues de contrôle des données et des données d'attributs graphiques de contrôle. Voici une liste de quelques-unes des cartes de contrôle les plus couramment utilisés dans chaque catégorie dans Six Sigma:
Continues cartes de contrôle de données:
Moyennes et plages

Moyennes et écarts-types

Les valeurs individuelles et les gammes mobiles

Attribuer des cartes de contrôle de données:
p graphique
u graphique
Le tableau de commande que vous choisissez est toujours basée d'abord sur le type de données que vous avez et ensuite sur votre objectif de contrôle. L'arbre de décision de tableau de commande vous aide dans votre décision.
L'approche générale étape-par-étape pour la mise en œuvre d'un tableau de commande est comme suit:
Définir ce qui doit être contrôlé ou surveillé.
Déterminer le système de mesure qui fournira les données.
Établir les cartes de contrôle.
Collecter correctement les données.
Prendre des décisions appropriées sur la base des informations de carte de contrôle.
Les cartes de contrôle vous donnent des informations sur la mesure de processus que vous tracer de deux façons: la distrjebution du processus et la tendances ou le changement du processus au fil du temps. Vous utilisez des cartes de contrôle à
Fournir un langage simple, commun pour discuter le comportement et les performances d'une entrée de processus ou d'une mesure de sortie
Contrôler la performance d'un processus en sachant quand et quand ne pas prendre des mesures
Réduire la nécessité pour l'inspection
La capacité de comprendre et de prédire processus basé sur les tendances et d'autres idées de performance
Déterminer si les changements apportés au processus éprouvent le résultat désiré
Fournir une vue continuelle permanente de la performance du processus
Créer un référentiel de données pour les activités d'amélioration suivi sur
Surveiller le processus
Qu'est-ce qui est mesuré est géré. Décider quoi mesurer et gérer Six Sigma est déterminé par votre Définir, Mesurer, Analyser, Améliorer et (DMAI) activité de projet avant d'arriver à la phase de configuration.
Simplement dit, ce que vous surveillez avec des cartes de contrôle sont l'entrée critique Xs et les CTQ de sortie que vous découvrirez dans votre projet. Ce sont les personnes influentes dans votre processus qui correspondent aux besoins de votre client. Dans la phase de contrôle, vous surveillez les sorties - les CTQ - et vous contrôlez les entrées, la critique Xs. Une fois fait correctement, ce contrôle vous permet de bénéficier de vos efforts.
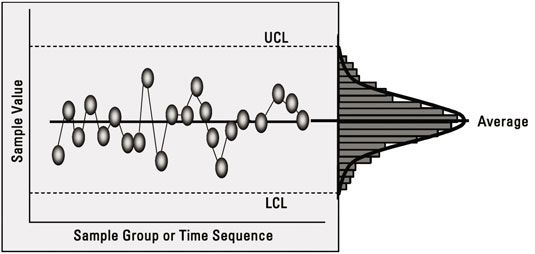
Les cartes de contrôle sont des graphiques à deux dimensions de tracé de la performance d'un processus sur un axe, et le temps ou la séquence d'échantillons de données sur l'autre axe. Ces cartes tracer une séquence de points de données mesurées du processus. Vous pouvez également afficher la séquence de points comme une distribution.
Les cartes de contrôle ont les attributs suivants déterminés par la donnée elle-même:
Une moyenne ou médiane pour les données: Il est la somme de toutes les données d'entrée divisée par le nombre total de points de données.
Une limite supérieure de contrôle (UCL): Il est généralement de trois écarts-types de processus supérieurs à la moyenne.
Une limite de commande inférieure (LCL): Il est généralement de trois écarts-types de processus dessous de la moyenne.
Comprendre les limites de contrôle
Vous pouvez demander, “ Quelle est la signification d'une limite de contrôle, et où vient-il ”?; La simplicité de limites de contrôle, couplé avec leurs implications puissantes, vous surprendra. Les cartes de contrôle utilisation probabilité exprimés en termes de contrôle pour vous aider à déterminer si serait prévu une mesure de processus observé à se produire (de contrôle) ou ne devrait pas se produire, compte tenu de la variation du processus normal.
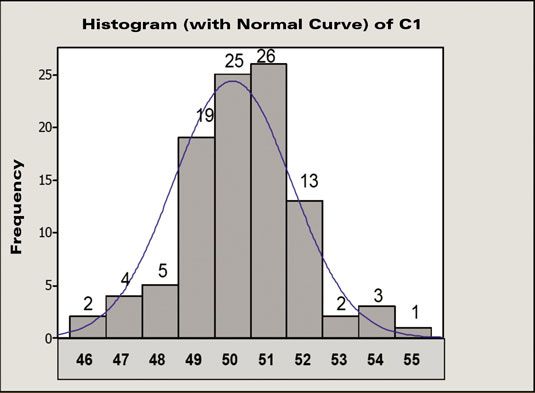
25 points sur 100 de données ont une valeur de 50. Vous pouvez ensuite estiment que la probabilité d'obtenir un événement avec une valeur de 50 est de 25 sur 100, ou 25 pour cent. De même, la probabilité d'obtenir un événement avec une valeur de 52 est d'environ 13 pour cent, et pour des valeurs de 55 et au-dessus, la probabilité est beaucoup plus faible.
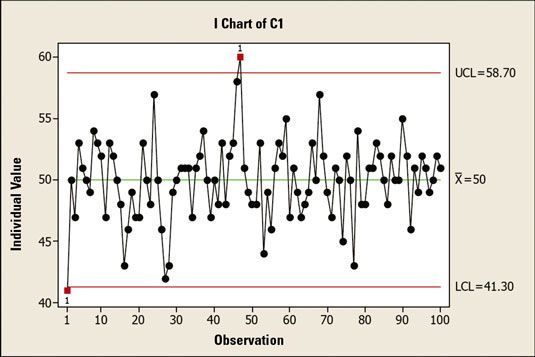
La limite supérieure de contrôle de 58,7 est de trois écarts-types au-dessus de la moyenne. La limite inférieure de contrôle de 41,3 est de trois écarts-types en dessous de la moyenne. Plus ou moins trois écarts-types de la moyenne comprend 99,7 pour cent de toutes les données dans une population distribuée normalement.
Par conséquent, vous avez un 99,7 pour cent de probabilité qu'un point de données de processus se situera entre ces deux limites. Cela signifie que vous avez seulement un 0,3-pour cent de probabilité que la mesure sera au-dessus de l'UCL ou en dessous du LCL.
Dans le début du 20e siècle, Walter Shewhart, l'un des fondateurs du mouvement moderne de qualité, a formalisé les idées utilisées dans les cartes de contrôle. Il a défini que, si une mesure relève de plus ou moins trois écarts-types de la moyenne, il est considéré comme “ attendu ” le comportement du processus.
Si une mesure relève de plus ou moins trois écarts-types de la moyenne, il est considéré comme “ attendu ” comportement pour le processus et est donc une variation de cause commune. Variation de cause commune Résultat de l'opération normale d'un processus et est fonction de la conception du procédé, les activités de processus, les matériaux, et d'autres paramètres du procédé.
Toutefois, si un point de données se situe en dehors des limites de contrôle, quelque chose de spécial est arrivé à ce processus. En d'autres termes, quelque chose hors de l'ordinaire a provoqué le processus d'aller hors de contrôle. Cette situation est appelée variation de cause spéciale, ce qui signifie que, sur la base du comportement du procédé jusqu'à ce moment-là, la probabilité d'une telle situation se produit est inférieure à 0,3 pour cent.
Une mesure d'une telle probabilité faible suggère que des circonstances particulières ont affecté le processus. Cette approche simple, quantitative en utilisant probabilité est l'essence de toutes les cartes de contrôle.
-
 7 outils de planification de la qualité de base que vous devez savoir pour l'examen de certification PMP
7 outils de planification de la qualité de base que vous devez savoir pour l'examen de certification PMP - 8 outils de contrôle de qualité à savoir pour la certification PMP
- Outils de qualité communs pour la gestion des opérations
-
 Intrants de qualité de contrôle, vous devez savoir pour l'examen de certification PMP
Intrants de qualité de contrôle, vous devez savoir pour l'examen de certification PMP - Sorties du calendrier de contrôle, vous devez savoir pour l'examen de certification PMP
-
 Graphiques de qualité de contrôle, vous devez savoir pour l'examen de certification PMP
Graphiques de qualité de contrôle, vous devez savoir pour l'examen de certification PMP
Comme avec la plupart des processus de contrôle que vous rencontrerez sur le examen de certification PMP, vous commencez avec le plan de gestion de projet, les données de performance de travail et actifs de processus organisationnels (OPA). Pour…
Toutes les données de processus et de produits dans les projets Six Sigma ont variation- chaque instance répétée de tout point de données mesurée est différente de l'instance avant. Et comme la collecte de mesures répétées entasse, une…
Vous devez collecter des données des cartes de contrôle pour les projets Six Sigma d'une manière qui évite une vision déformée ou inexacte de la performance du processus - si trop optimiste ou trop sombre. Utilisation de sous-groupes…
Un outil utile dans les initiatives Six Sigma est la carte et le plan d'échantillonnage multi-Vari. Ceux-ci peuvent grandement aider votre projet. Voici la procédure étape par étape pour tirer des données intermittentes à partir d'un processus…
Six Sigma souligne la phase de contrôle et de planification pour ce parce que les tentatives précédentes de l'amélioration de la qualité et la performance de l'entreprise ont démontré à maintes reprises que le comportement des processus est…
Outre les points de tableau de commande qui se trouvent au-delà des limites de contrôle à Six Sigma, d'autres motifs visuels peuvent vous dire que quelque chose hors de l'ordinaire qui se passe à votre processus. Ces autres modèles indiquent…
L'outil de la CPS primaire for Six Sigma est le carte de contrôle - un suivi graphique d'un processus d'entrée ou une sortie au cours du temps. Dans le tableau de commande, ces mesures sont suivis visuellement comparés aux limites de décision…
Dans les initiatives Six Sigma, vous pouvez faire des cartes de contrôle pour les données d'attribut. Les données d'attributs sont des données qui ne peuvent pas tenir dans une échelle continue, mais est plutôt fragmenté en distincte seaux,…
Attention mesure est la clé de la gestion de vos processus de contrôle de qualité. Utilisez les étapes suivantes pour vous assurer que vous mesurez les bons facteurs de contrôle de qualité dans le droit chemin.Déterminez ce que pour mesurer…
Si vous appliquez cartes de contrôle dans le cadre de votre plan de contrôle de processus Six Sigma, vous pouvez utiliser le tableau de contrôle lui-même de déclencher l'action ou de laisser les choses comme elles sont fondées sur ce que la…
Il y aura très certainement des moments où vous aurez besoin de travailler avec la transformation de Z dans Six Sigma. Combien de fois venez-vous à travers un procédé ou un produit caractéristique qui a une moyenne de 0 et un écart type de 1?…
Pour l'examen de certification PMP, vous devriez savoir que ce processus utilise les informations du plan de gestion de projet et l'information sur le rendement de travail et compare les deux. Aux fins de l'examen, vous devriez être en mesure de…
L'assurance qualité est pris en sandwich entre le Plan de gestion de la qualité et de contrôle de la qualité. En réalité, le débit est différente. L'examen de certification PMP adresser directement votre compréhension de l'assurance de la…
Le DMAIC (Définir, Mesurer, Analyser, Améliorer-Control) méthode projet est un processus de résolution de problèmes formalisé de Six Sigma. Elle est faite en place de cinq étapes à appliquer à toute procédure d'une entreprise pour…