Comment configurer slic3r sur votre imprimante 3d
Lorsque Slic3r a été installé avec succès, vous pouvez aller sur le configurer. Avant un objet peut être découpé en couches pour l'impression 3D, Slic3r doit connaître un certain nombre de paramètres clés pour votre imprimante 3D particulier. Vous entrez ces paramètres dans un assistant de configuration qui apparaît lorsque vous commencez Slic3r.
Ne vous inquiétez pas - tous ces paramètres peuvent être modifiés ultérieurement si vous avez besoin de les changer après vous utilisez Slic3r. Pour l'instant, il suffit d'entrer tous les détails spécifiques que vous pouvez. Vous pouvez enregistrer différentes configurations plus tard. Cette disposition est utile lorsque vous utilisez plusieurs machines différentes, tester les mises à jour, ou d'essayer différents types de matériaux.
Pour configurer Slic3r, suivez ces étapes:
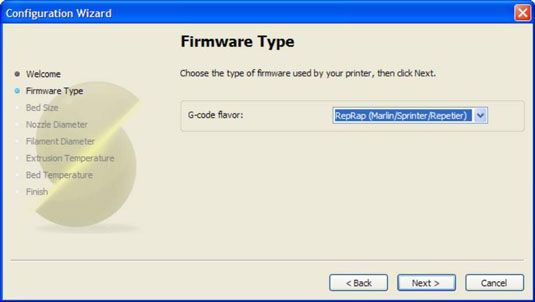
Dans l'assistant, sélectionnez le style particulier de G-code à utiliser avec le firmware que vous courrez sur votre imprimante RepRap 3D.
Cela est généralement RepRap (Marlin / Sprinter).
Entrez la taille du lit de la construction de votre imprimante.
Pour une RepRap utilisant un Prusa chauffé de style-lit de matériau de PCB, entrez une taille de 200mm x 200mm.
Une imprimante Delta a une superficie de construction de ronde, qui doit être considéré lors de l'impression des objets, mais vous pouvez toujours entrer taille que les coordonnées X et Y.
Entrez la taille de la buse de sortie sur l'extrémité chaude de votre imprimante 3D.
Entrez la taille de votre extrudeuse nozzle- tailles courantes sont 0,5 mm, 0,4 mm, et 0.35mm. Slic3r utilise ces informations pour vous aider à calculer l'espace nécessaire pour extruder chaque couche de sorte que chaque couche est liée solidement à celui en dessous. Ce réglage sert de guide pour le réglage Slic3r- largeur et la hauteur du trajet d'extrusion est une pièce séparée indépendante du processus d'étalonnage.
La largeur réelle extrudé de la sortie dépend aussi sur de nombreux aspects de la conception de minuscules bout chaud. Il est fréquent d'avoir une certaine die-houle à partir d'un petit trou sous pression: Le filament de production augmente de la buse à sa sortie. Calibration d'impression, puis, est important de prévenir l'extrusion couches de matière plastique à partir de l'extrusion trop rapprochées ou trop éloignées pour vos modèles 3D de regarder à droite et fonctionnent correctement.
Entrez le diamètre du filament.
Soyez sûr de mesurer le diamètre de votre filament, obtenir le meilleur moyen, et entrez ce résultat comme le diamètre du filament pour Slic3r, de préférence après vous méditez la barre latérale de mise en garde, “ Vérifiez votre filament attentivement ”.
Vous pouvez faire confiance à l'information pour le diamètre fournie par votre fournisseur, mais il vaut bien prendre le temps de mesurer votre taille matériel, surtout si vous avez différents fournisseurs ou différents types de matériaux. Et noter que la taille réelle du filament de 3 mm est souvent autour de 2.85mm est normale- ce qu'elle permet le filament à être entraîné vers le bas dans les tubes utilisés 3mm de diamètre chaudes-ends et les extrudeuses.
Les nouveaux arrivants à l'impression 3D qui découvrent un manque de matériel ou une sur-extrusion sur leurs objets imprimés changent souvent le diamètre du filament réglage pour régler le volume de matériau. Il peut fonctionner, mais en règle générale, ne pas le faire. Extrusion inexactes masque souvent un plus gros problème avec le calibrage de l'extrudeuse ou la configuration de la machine.
Ces problèmes se manifesteront comme mauvaise qualité d'impression, surextrusion de matériel donnant des résultats médiocres, et la mauvaise tolérance de la taille des trous et des ouvertures. Et toute fudge des paramètres mènera au calcul inexact de temps et de matériel d'impression utilisé. Utilisez une mesure précise pour diamètre de filament, et de ne jamais régler ce nombre à modifier le volume de plastique étant extrudé.
Continuer avec l'assistant de configuration Slic3r, la mise en place de vos températures d'extrusion, et en sélectionnant les paramètres de température chauffée-lit.
La température d'extrusion d'un matériau thermoplastique, lorsqu'il est utilisé dans l'impression 3D, doit être suffisamment élevée pour permettre à votre extrudeuse pour pousser des matériaux constamment dans le bout chaud sans caler, mais pas si élevé que le plastique se coule et surchauffée, et commence à se décomposer et de la fumée. Pour PLA, la température est d'environ 200 degrés C- pour l'ABS, environ 240 degrés C.
Des températures d'impression ont généralement besoin d'être augmenté si vous imprimez beaucoup plus rapide que “ normale ” ou si vous essayez d'imprimer un petit objet détaillée lentement.
Si votre imprimante RepRap 3D dispose d'un chauffe-lit, entrez une valeur de température pour le matériel que vous souhaitez imprimer.
Encore une fois, ne vous inquiétez pas si vous envisagez d'imprimer les différents matériaux que vous pouvez définir plusieurs configurations dans Slic3r tard. Comme un guide, utiliser 60 degrés centigrades pour PLA et 110 degrés centigrades pour l'ABS. Si vous souhaitez imprimer sans utiliser un chauffe-lit, alors laissez cette valeur définie à 0.
Presque chaque imprimante RepRap 3D a besoin d'être réglé pour des températures d'impression spécifiques. Il est bon d'utiliser les suggestions d'autres personnes comme un guide, mais l'emplacement exact de la sonde de température et de petites variations dans la configuration de l'électronique et firmware peut vous donner une lecture très différente.
-
 10 Options pour l'électronique et des extrudeuses de Reprap imprimantes 3D
10 Options pour l'électronique et des extrudeuses de Reprap imprimantes 3D -
 3D-impression: options expérimentales
3D-impression: options expérimentales - Impression 3D pour les nuls
- Assemblage de l'extrudeuse reprap et mises à niveau Reprap sur une imprimante 3D
- Décider sur un reprap de votre propre pour l'impression 3D
-
 Home 3D-imprimante options de kit
Home 3D-imprimante options de kit
Les fans sont largement utilisés avec RepRap 3D à la maison Imprimantes- ils aident à garder les pièces critiques comme l'isolant thermique chaud-end cool, et peuvent également vous aider à un processus d'impression lisse.Presque tous les…
La procédure finale pour la construction de votre propre Prusa imprimante i3 3D est d'assembler l'extrudeuse et chaud-end - dans ce cas, un, compact, extrudeuse moderne orientée avec un J-tête chaude-end.Le processus peut être divisé en cinq…
Vous aurez besoin de mettre l'étalonnage de l'extrudeuse sur votre imprimante 3D. Avant, vous pouvez calculer la dernière valeur, vous devez vous assurer que le montant exact de plastique est extrudé sur une distance de l'extrudeuse de jeu,…
Avant que vous puissiez utiliser votre imprimante RepRap 3D, vous devrez configurer le firmware. Voici un petit guide pour obtenir le Marlin firmware fonctionnant sur votre RAMPES électronique.Le procédé comprend quatre étapes simples, comme…
La règle d'or sur l'impression 3D extrudeuses: Utilisez des ventilateurs. Lorsque vous commencez à expérimenter avec impression d'objets ultra-petits avec des détails fins ou des objets d'impression à grande vitesse, vous découvrez rapidement…
La modification de ce fichier est le cœur du processus de configuration de l'imprimante Prusa i3 3D. Cette section donne un aperçu et des recommandations spécifiques. Gardez à l'esprit qu'il ya un fichier texte dans un langage de programmation…
Lorsque vous obtenez un blocage extrémité chaude ou filament le lecteur de votre extrudeuse échoue sur votre imprimante 3D, les signes sont généralement évident: Le flux de plastique commence à diminuer, puis stops- l'imprimante continue…
Le premier ordre du jour est ici de faire en sorte buse du bout chaud sur votre imprimante 3D est une distance de jeu loin de la surface d'impression et que votre surface d'impression est plat et de niveau.Cette procédure générale est décrite…
Ceci est un moment excitant, mais ne soyez pas trop ambitieux pour ce premier objet 3D. Au lieu de sauter avec un objet complexe à ce stade, essayez d'imprimer quelque chose de plus facile - comme un simple cube.Vous pouvez imprimer cubes de tester…
L'imprimante 3D Prusa i3 a commutateurs de laisser les appareils électroniques savent quand le X, Y et Z voitures sont à la position de la maison. Ceux-ci peuvent très souvent besoin d'un signal inversé pour l'électronique de comprendre qu'ils…
Thermoplastiques constituent la majorité des types de filament utilisées dans la modélisation de dépôt fusionné. Filament fabriqué à partir de matériaux thermoplastiques peut être utilisé dans l'impression 3D pour créer de nombreuses…
La chaîne de logiciel pour une imprimante RepRap 3D commence avec les produits utilisés pour créer et préparer le modèle virtuel 3D pour l'impression. Cependant, une fois un modèle d'objet a été créé ou obtenu, le modèle doit être…
Une partie critique de l'impression 3D est le logiciel utilisé pour la conception, la production (ou convertir), la réparation, puis traiter des modèles 3D en code qui peuvent être compris par l'imprimante 3D.Slic3rSlic3r, conçu par Alessandro…
Vous ne pouvez pas réellement imprimer une image en couleur 32 bits du tout à partir de Photoshop (l'impression et imprimer une copie de commandes sont désactivés). Eh bien, vous ne pouvez pas vraiment imprimer l'ensemble de la gamme de tons…