Comment calibrer la distance de l'extrudeuse sur votre imprimante 3d
Vous aurez besoin de mettre l'étalonnage de l'extrudeuse sur votre imprimante 3D. Avant, vous pouvez calculer la dernière valeur, vous devez vous assurer que le montant exact de plastique est extrudé sur une distance de l'extrudeuse de jeu, effectuer une extrusion de test simple, mesurer les résultats, et de calculer le changement. Ne vous inquiétez pas - il est pas difficile.
Cet étalonnage de l'extrudeuse est vraiment important. Il assure que le firmware ne sait exactement combien de matériel est déposé, et que Slic3r peut compter sur votre machine pour des calculs précis lors de la production du G-code pour imprimer des objets.
Portez une attention particulière à la quatrième numéro dans la liste- il spécifie le nombre de pas du moteur de l'extrudeuse utilise pour nourrir 1mm de filament dans le chaud-end.
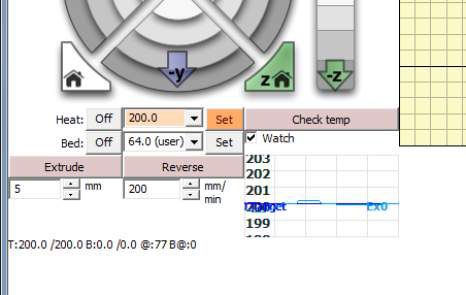
Vous pouvez extruder et inverser l'extrudeuse, mais seulement quand il est à la température. Ce contrôle manuel est essentiel pour le chargement et l'enlèvement filament, et pour purger tout matériel ancien. Dans Pronterface, vous pouvez commander l'extrudeuse pour extruder ou inverser le moteur pas à pas une distance fixe (spécifiée en millimètres, comme indiqué dans le coin inférieur gauche.
Calibrage de votre extrudeuse assure que l'axe de l'extrudeuse se déplace précisément le nombre de pas par unité (unité étant 1mm) et exactement la distance que vous spécifiez dans Pronterface. De cette façon, lorsque le G-code produit par Slic3r commande une extrusion 2mm vous pouvez être sûr de la bonne quantité de matériel sera déposé. Calculer la valeur correcte en suivant ces étapes:
Chauffer votre extrudeuse à la température de la matière que vous allez utiliser. (200 degrés C pour PLA et 240 degrés C pour abs.)
Pas besoin de chauffer votre chauffe-lit pour ce calibrage.
Lorsque le bout chaud est à température, insérer le filament.
Pousser vers le bas et en utilisant le bouton d'extrusion dans Pronterface environ 5 mm à un moment doit saisir et conduire le filament dans votre extrudeuse.
À ce stade, si vous remarquez l'extrudeuse caler ou de tourner autour et essayer de conduire ce qui ressemble beaucoup plus que 5mm vous devrez tout simplement réduire le nombre dans le firmware juste pour que vous pouvez calibrer avec plus de précision.
Selon le type de l'extrudeuse, le type de mécanisme de transmission, il a, de l'électronique qui ont été sélectionnés pour elle, et la façon dont la valeur de micro-étape a été définie, la valeur étapes par unité devrait se situer entre 50 et 1100. Si vous «re utilisant des moteurs 200-étape-par-révolution avec 16x micro-stepping, une rotation serait fixé à 3200 étapes.
Une rotation complète entraîne généralement une quantité importante de filament dans votre extrudeuse, donc si vous ne disposez pas d'autres conseils à propos de votre extrudeuse, essayez d'utiliser un certain nombre d'environ 200 pour le premier test.
Marquez le filament: Enroulez une bande de ruban adhésif ou un autocollant sur le filament entrant à une distance d'environ 50 mm à partir du trou de filament d'entrée de l'extrudeuse.
Mesurer la distance exacte entre la marque que vous venez de faire et le corps de l'extrudeuse avant et après extrusion 20mm de filament. Notez bien ce numéro.
Comme un exemple de travail, dire qu'il était 48mm entre la marque et le corps de l'extrudeuse. La meilleure façon de mesurer est avec un micromètre numérique, un autre très bon outil pour l'impression 3D. Un micromètre numérique peut vous aider de nombreuses façons, y compris (a) de vérifier si vos pièces imprimées sortent comme ils ont été conçus et (b) à mesurer le diamètre de filament de différentes bobines pour la mise en Slic3r.

Extruder 20mm de filaments de plastique à pas de 5mm, avec un retard de quelques secondes entre les étapes.
Le délai est de vous assurer que vous ne extruder pas trop FAST- elle réduit le risque de sauter du moteur.
Vous auriez eu un mouvement fluide du filament entraînée vers le bas dans votre bout chaud et extrudée.
Mesurer la nouvelle distance de l'écart entre la marque et l'extrudeuse que vous avez fait avant.
Si votre extrudeuse était idéalement calibrée, la nouvelle distance restante (dans ce cas) serait 28mm. Il ya des chances, toutefois, que cette nouvelle dimension de l'espace est soit supérieure ou inférieure à 28mm. Dites que vous réellement mesuré 32mm, ce qui signifie que l'extrudeuse effectivement conduit le filament seulement une distance de 16mm au lieu de 20mm vous attendiez.
Calculer la valeur étapes par unité.
Nous utilisons maintenant le nombre actuel d'étapes d'extrusion par unité dans notre firmware, et extrudé à distance, qui dans ce cas était de 20 mm, pour calculer le nombre de moteur les étapes de votre firmware vient d'emménager. Parce que 200 x 20 = 4000, cela est le nombre de moteur les étapes de votre firmware déplacé pour le 20mm de mouvement de l'extrudeuse vous définissez.
Depuis que vous avez atteint seulement 16mm de mouvement, cependant, vous pouvez calculer notre valeur réelle étapes par unité en divisant que 4000 par 16 pour obtenir 250.
Le même calcul peut être fait si vous avez trouvé le nombre était supérieur à 20. Le résultat sera juste inférieur aux 200 marches.
Entrez la nouvelle valeur étapes par unité dans le firmware.
Si vous entrez dans la variation de la valeur des mesures par unité de l'extrudeuse dans notre firmware 200-250, vous obtenez le 20mm de mouvement la prochaine fois que vous effectuez cette opération.
Après la mise à jour votre firmware à ces changements, vous êtes prêt à imprimer votre premier objet 3D.
Soyez sûr que vous vérifiez régulièrement pour vous assurer que votre imprimante 3D n'a pas été frappé hors de l'alignement et que votre hot-end est encore à une distance correcte de l'accumulation lit avant de l'imprimer. Heureusement, vous ne devez étalonner la température de votre bout chaud et faire l'étalonnage de l'extrudeuse impression chaque fois que vous vous avez entré ces valeurs dans votre firmware, et ces paramètres ne nécessite pas de réglage constant.
-
 10 Options pour l'électronique et des extrudeuses de Reprap imprimantes 3D
10 Options pour l'électronique et des extrudeuses de Reprap imprimantes 3D - Impression 3D pour les nuls
- Impression 3D: comment rejoindre le z, x, y et haches tous ensemble sur le i3 Prusa
- Assemblage de l'extrudeuse reprap et mises à niveau Reprap sur une imprimante 3D
- Décider sur un reprap de votre propre pour l'impression 3D
-
 Home 3D-imprimante options de kit
Home 3D-imprimante options de kit
Les fans sont largement utilisés avec RepRap 3D à la maison Imprimantes- ils aident à garder les pièces critiques comme l'isolant thermique chaud-end cool, et peuvent également vous aider à un processus d'impression lisse.Presque tous les…
La procédure finale pour la construction de votre propre Prusa imprimante i3 3D est d'assembler l'extrudeuse et chaud-end - dans ce cas, un, compact, extrudeuse moderne orientée avec un J-tête chaude-end.Le processus peut être divisé en cinq…
Lorsque Slic3r a été installé avec succès, vous pouvez aller sur le configurer. Avant un objet peut être découpé en couches pour l'impression 3D, Slic3r doit connaître un certain nombre de paramètres clés pour votre imprimante 3D…
Avant que vous puissiez utiliser votre imprimante RepRap 3D, vous devrez configurer le firmware. Voici un petit guide pour obtenir le Marlin firmware fonctionnant sur votre RAMPES électronique.Le procédé comprend quatre étapes simples, comme…
La règle d'or sur l'impression 3D extrudeuses: Utilisez des ventilateurs. Lorsque vous commencez à expérimenter avec impression d'objets ultra-petits avec des détails fins ou des objets d'impression à grande vitesse, vous découvrez rapidement…
La modification de ce fichier est le cœur du processus de configuration de l'imprimante Prusa i3 3D. Cette section donne un aperçu et des recommandations spécifiques. Gardez à l'esprit qu'il ya un fichier texte dans un langage de programmation…
Lorsque vous obtenez un blocage extrémité chaude ou filament le lecteur de votre extrudeuse échoue sur votre imprimante 3D, les signes sont généralement évident: Le flux de plastique commence à diminuer, puis stops- l'imprimante continue…
Le premier ordre du jour est ici de faire en sorte buse du bout chaud sur votre imprimante 3D est une distance de jeu loin de la surface d'impression et que votre surface d'impression est plat et de niveau.Cette procédure générale est décrite…
Ceci est un moment excitant, mais ne soyez pas trop ambitieux pour ce premier objet 3D. Au lieu de sauter avec un objet complexe à ce stade, essayez d'imprimer quelque chose de plus facile - comme un simple cube.Vous pouvez imprimer cubes de tester…
L'imprimante 3D Prusa i3 a commutateurs de laisser les appareils électroniques savent quand le X, Y et Z voitures sont à la position de la maison. Ceux-ci peuvent très souvent besoin d'un signal inversé pour l'électronique de comprendre qu'ils…
Vous aurez besoin de télécharger le firmware Marlin aux rampes électroniques sur votre imprimante Prusa i3 3D. Quand vous avez fait votre réglage modifications spécifiques de l'imprimante dans le fichier, vous pouvez enregistrer le fichier.…
Chaque imprimante RepRap 3D a son mouvement fourni par moteurs pas à pas. Ce type de moteur électrique nécessite un dispositif spécial de conducteur à impulsion du moteur vers l'avant ou vers le passé chacun tourne pas (étapes) du moteur d'un…
Thermoplastiques constituent la majorité des types de filament utilisées dans la modélisation de dépôt fusionné. Filament fabriqué à partir de matériaux thermoplastiques peut être utilisé dans l'impression 3D pour créer de nombreuses…
La chaîne de logiciel pour une imprimante RepRap 3D commence avec les produits utilisés pour créer et préparer le modèle virtuel 3D pour l'impression. Cependant, une fois un modèle d'objet a été créé ou obtenu, le modèle doit être…