Les indices de capabilité court et long terme pour six sigma
L'indice de la capacité la plus simple pour Six Sigma est appelé C
Sommaire
Indice de capacité à court terme (CP)
La détermination de la largeur entre les deux limites de spécification est Easy-rigides, il est simplement la distance entre la limite de spécification supérieure (USL) Et la limite de spécification inférieure (LSL). Mais avec des variations qui traîne sur les queues, comment déterminez-vous la largeur du processus?
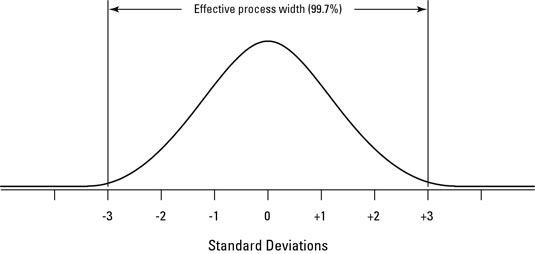
Pour obtenir plus de cet obstacle, les praticiens Six Sigma ont défini l'efficacité limites de tout processus comme étant trois écarts-types de la moyenne. Avec ce réglage, ces limites entourent 99,7 pour cent, ou pratiquement la totalité, de la variation dans le processus. Figure 13-9 montre ces limites graphiquement.
Donc, pour comparer la largeur de la spécification à la largeur court terme du processus, vous utilisez la formule suivante:
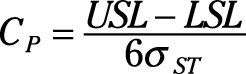
où USL - LSL représente la voix des exigences du client et 6 # 963-ST représente la voix inhérente du processus. Un calculée CP valeur égale à 1 signifie que la voix du client est égale à la voix du procédé.
UN CP valeur inférieure à 1 signifie que le processus est plus large que la spécification, avec des défauts débordant sur les bords. UN CP valeur supérieure à 1 signifie que la largeur efficace de la variation de processus est inférieur à la spécification requise, avec moins de défauts se produisent.
CP est une mesure de processus à court terme ou la capacité caractéristique. Utilisez uniquement l'écart-type à court terme pour calculer sa valeur. Utilisation d'un écart-type à long terme dans son calcul vous donne des résultats incorrects.
Ajusté indice de capacité à court terme (CPK)
La rajusté indice de capacité à court terme (CPK) prend soin d'un problème avec le court terme indice de capacité CP dans la section précédente. Le problème: Cp compare uniquement les largeurs de la spécification et le processus. Figure 13-10 illustre ce problème.
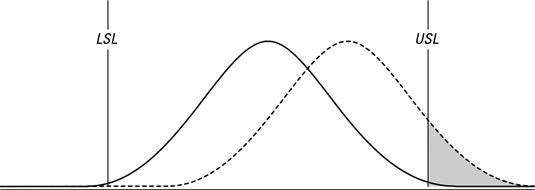
Tant la distribution dessinée avec la ligne continue et la distribution dessinée avec la ligne pointillée ont la même calculé CP. Cela est parce qu'ils ont tous les deux la même largeur de spécification et la même largeur de processus. Mais ils ne sont pas également capables. Parce qu'il est décalé par rapport au centre de la description, la distribution de la ligne en pointillé a beaucoup plus de défauts que la distribution solide.
Vous pouvez compenser cet écart en ajustant la CP calcul pour savoir jusqu'où il est décentré. Pour ce faire, vous comparez tout simplement la distance entre le centre de distribution à chacune des limites de spécification avec la demi-largeur de la variation à court terme qui doit exister entre le centre de la distribution et de la limite de spécification, comme ceci:
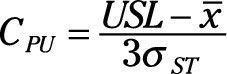
et
La plus petite valeur de vous calculez CPU et CPL est le CPK. Ainsi, vous pouvez écrire la formule de CPK comme

où le min dans l'équation vous indique de choisir la plus petite des valeurs entre parenthèses.
Si la variation caractéristique ou un processus est centré entre ses limites de spécification, la valeur calculée pour CPK est égal à la valeur calculée pour CP. Mais dès que la variation de processus passe à côté du centre de spécification, il est pénalisé en fonction de savoir jusqu'où il est compensé. CPK est très utile et très largement utilisée.
En effet, il compare la largeur de la spécification de la largeur du processus, tout en représentant une erreur dans l'emplacement de la tendance centrale. Cette approche est beaucoup plus réaliste que celui de la CP méthode offre.
En général, un CPK supérieure à 1,33 indique qu'un processus ou une caractéristique est capable à court terme. Les valeurs inférieures à 1,33 vous indiquent que la variation est trop large par rapport à la spécification ou que l'emplacement de la variation est compensé à partir du centre de la spécification. Il peut être une combinaison des deux largeur et l'emplacement.
Indices de capacité à long terme (PP et PPK)
Les mêmes indices d'aptitude que vous calculez la variation à court terme peuvent également être calculées à long terme, ou totale, variation. Pour les différencier de leurs homologues à court terme, à long terme de ces indices de capabilité sont appelés PP et PPK. (La P supports pour “ la performance ”.)
La seule différence dans leurs formules est que vous utilisez # 963-LT au lieu de # 963-ST. Ces long terme des indices de capabilité sont importants car aucun procédé ou une caractéristique opère dans tout le court terme. Chaque processus se prolonge dans le temps pour créer la performance à long terme.
Prescrire un plan d'amélioration de la capacité
Comment pouvez-vous utiliser les capacités à court et à long terme des indices d'un processus ou d'une caractéristique de tracer un plan d'amélioration? Tableau 13-5 décrit les différents scénarios qui peuvent se produire lorsque vous mesurez la capacité d'un processus ou d'une caractéristique et décrit un plan d'amélioration pour chaque scénario.
| Symptôme | Diagnostic | Ordonnance |
|---|---|---|
| CP C =PK etPP = PPK | Globalement, votre processus ou la caractéristique est centré dans itsspecifications. | Au besoin, se concentrer sur la réduction de la variation à long terme dans yourprocess ou une caractéristique tout en maintenant sur centerperformance. |
| CP =PP et CPK= PPK | Votre processus ou souffre caractéristiques d'un uniforme offsetin son emplacement central. | Concentrer sur la correction du point de votre processus orcharacteristic de jeu jusqu'à ce qu'il soit centré. |
| CP = PPK | Votre processus fonctionne à son niveau de ofvariation de droit. | Continuer à surveiller la capacité de votre processus. Redesignyour processus pour améliorer son niveau de performance de droit. |
-
 Comment représenter graphiquement la distribution uniforme
Comment représenter graphiquement la distribution uniforme -
 Échéances définissent les différences entre les obligations à court terme, intermédiaires et à long
Échéances définissent les différences entre les obligations à court terme, intermédiaires et à long - Indice de l'arbitrage comme une stratégie de day trading
-
 Comment suivre le marché obligataire pour les services bancaires d'investissement
Comment suivre le marché obligataire pour les services bancaires d'investissement - Réglage de votre horizon de trading pour l'analyse des options de tableau
-
 Détermination de la solvabilité à court terme d'une entreprise
Détermination de la solvabilité à court terme d'une entreprise
Les prêteurs sont toujours sûr de regarder la dette sur les rapports financiers selon la ratio dette-capitaux, qui mesure l'effet de levier d'une entreprise en regardant quelle partie de son capital provient de financement de la dette.Comment…
Il ya sept outils de qualité, connus sous le nom “ 7QC outils ” dans les cercles de gestion de la qualité. Vous devez vous familiariser avec ces derniers pour l'examen de certification PMP. Voici une brève description de chaque…
Initialement codifiée chez Motorola dans les années 1980, Six Sigma est un processus d'efficacité de l'entreprise qui repose sur des mesures de performance chiffrés et une solide équipe de direction et de buy-in. Le terme Six Sigma est souvent…
Toutes les données de processus et de produits dans les projets Six Sigma ont variation- chaque instance répétée de tout point de données mesurée est différente de l'instance avant. Et comme la collecte de mesures répétées entasse, une…
Il suffit de changer le système de croyances d'une société - sa philosophie - à partir d'un poteau de but mentalité de qualité Six Sigma “ sur la cible avec un minimum de variation ” mentalité commence immédiatement et…
UN tableau de comportement montre graphiquement comment la variation joue au fil du temps à une initiative Six Sigma. Temps / commande peut être un facteur critique, surtout quand vous êtes à essayer de comprendre les causes de la variation et…
Les deux tracés de points et des histogrammes vous donnent beaucoup d'informations sur la variation d'une caractéristique critique dans un processus pour une initiative Six Sigma. UN dot terrain montre la dispersion et le regroupement des points…
Multi-vari utilise un plan d'échantillonnage de données spécifique, qui met en évidence graphiquement la principale cause de la variation de la caractéristique de sortie de votre processus Six Sigma tout en permettant au processus de…
Du point de vue de la qualité, Six Sigma est défini comme 3.4 dpmo. Ce chiffre est appelé Six Sigma niveau de la qualité. Scores de Sigma sont projetés tellement que vous avez certainement besoin de faire preuve de compréhension à l'aise ce…
Les caractéristiques techniques sont un élément important dans l'approche Six Sigma. Avant les années 1800, tous les produits ont été fabriqués un à la fois par des artisans. Un armurier, par exemple, aurait la forme d'un seul canon d'un…
Si vous appliquez cartes de contrôle dans le cadre de votre plan de contrôle de processus Six Sigma, vous pouvez utiliser le tableau de contrôle lui-même de déclencher l'action ou de laisser les choses comme elles sont fondées sur ce que la…
Qu'est-ce qui se passe quand vous prenez répétition d'échantillons de la même population? Cette idée est important lorsque vous utilisez le théorème central limite pour Six Sigma. Imaginez lancer une pièce dix fois et en comptant le nombre…
Il y aura très certainement des moments où vous aurez besoin de travailler avec la transformation de Z dans Six Sigma. Combien de fois venez-vous à travers un procédé ou un produit caractéristique qui a une moyenne de 0 et un écart type de 1?…
En général, lors de la planification pour Six Sigma, la variation est indésirable parce qu'il crée de l'incertitude dans votre capacité à produire un résultat souhaité. Des résultats professionnels, en rien, exigent cohérence. Dans le…