Graphiques de qualité de contrôle, vous devez savoir pour l'examen de certification PMP
Pour contrôler la qualité de votre projet, vous devez savoir comment utiliser des graphiques pour le examen de certification PMP. Plusieurs des outils dans ce processus sont plus facile à comprendre quand vous les appliquer dans un,, répétitif environnement prévisible fixe.
Sommaire
Les organigrammes
Imaginez Karen est votre gestionnaire de projet et elle découvre quelques problèmes avec son projet. Après examen initial des enquêtes de satisfaction, Karen détermine que la plus grande source de centres d'insatisfaction autour appelle au help desk, elle décide alors de commencer son analyse il. La première chose qu'elle fait est de développer un organigramme du processus que l'appelant passe par l'appel du help desk.
Les organigrammes sont un bon moyen d'identifier où dans les problèmes de processus pourrait se produire.
Karen identifie deux domaines de préoccupation:
Il n'y a pas de spécialistes assignés pour des problèmes de connectivité Internet. Si les spécialistes de matériels ou logiciels sont occupés, on ne traite les appels Internet. Pas tous les professionnels de matériel et de logiciels ont une expertise du réseau à se connecter à l'Internet.
Si l'appel ne répond pas en trois minutes, les appelants sont invités à laisser un message pour un rappel. Les clients ne veulent pas d'un Callback- ils veulent que leurs problèmes sont résolus immédiatement.

Histogrammes et diagrammes de Pareto
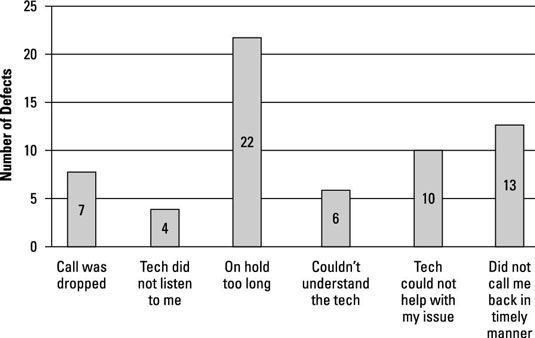
La prochaine chose que Karen a fait était d'utiliser les informations de l'enquête du département informatique pour classer les motifs d'insatisfaction. Elle a commencé par la création d'un histogramme qui utilise des barres de montrer le nombre de fois que chaque motif d'insatisfaction a été vérifiée.
Puis elle a classé ces afin, en utilisant un Diagramme de Pareto, qui est un type spécifique de l'histogramme ordonnée par fréquence d'apparition qui montre combien de résultats de chaque cause identifiée génère. Notez que le diagramme de Pareto a une ligne qui suit le pourcentage cumulé de défauts. Le côté gauche de l'axe vertical indique le nombre de défauts. L'axe vertical de droite montre le pour cent cumulé de défauts.
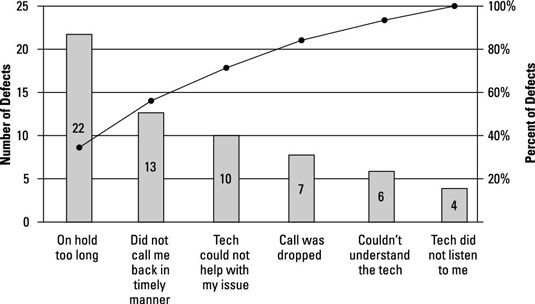
Un diagramme de Pareto est parfois référencé en collaboration avec le “ la règle 80/20, n ° 148; qui indique que 80% des problèmes proviennent de 20% des causes.
Basé sur l'histogramme, il était clair que Karen nécessaire pour aborder la question des personnes étant en attente trop long, et ensuite chercher à améliorer le temps pour appeler les gens en arrière. Si elle pouvait améliorer ces deux questions, plus de la moitié des plaintes serait abordée.
Les graphiques de séquences et les cartes de contrôle
La métrique de service pour répondre aux appels est que une personne, pas une machine, répond à 95% de tous les appels dans les trois minutes. Karen a décidé d'utiliser un tableau de l'exécution, qui retrace l'histoire et le mode de variation, pour voir si certains moments de la journée avaient temps d'attente moyenne plus longue que les autres.
Le système ACD peut publier des rapports pour un jour qui montre le volume d'appels et le temps d'attente moyen. Alors que Karen n'a pas besoin de regarder les données pour l'année dernière, elle a utilisé les principes de l'échantillonnage statistique pour sélectionner 20 jours aléatoires dans la dernière année.
La fluctuation dans les données de l'échantillon montre une cause commune variation. En d'autres termes, vous pouvez vous attendre le temps d'attente moyen pour faire varier en raison des variables dans le processus. Si Karen a noté des irrégularités, elle regardait pour une cause particulière, comme quelqu'un d'être en congé de maladie, une installation de logiciel de mise à niveau, un jour férié, ou quelque autre événement inhabituel.
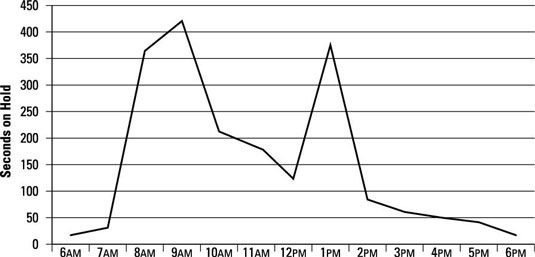
Lorsque Karen a analysé les données du tableau de l'exécution, elle a constaté que le temps d'attente moyen était juste plus de 2,5 minutes (152 secondes). Le plus long temps d'attente moyen était de 7 minutes. La gamme des temps d'attente est de 1 seconde à 10h43 (10 minutes, 43 secondes). Il y avait un pic précis dans le temps d'attente moyen quand les gens sont arrivés au travail.
Temps de maintien a diminué régulièrement jusqu'à ce qu'il enrichis quand les gens sont revenus de déjeuner, et puis il a baissé régulièrement tout au long de l'après-midi jusqu'à ce que les employés sont rentrés chez eux.
Karen a décidé de mettre les données d'exécution de tableau sur un tableau de commande. UN carte de contrôle est un affichage graphique des données de processus dans le temps et par rapport aux limites de contrôle établies, et qui a un axe qui aide à détecter une tendance des valeurs tracées soit vers limite de contrôle.
Limite de contrôle. La zone comprend trois écarts-types (SD) de chaque côté de la ligne médiane, ou signifie, d'une distribution normale des données tracées sur une carte de contrôle qui reflète la variation attendue dans les données.
Limite de spécification. La région, de chaque côté de la ligne médiane, ou dire, des données tracées sur une carte de contrôle qui répond aux besoins du client pour un produit ou service. Cette zone peut être supérieure ou inférieure à l'aire définie par les limites de contrôle.
Pour Karen, montrant les limites de contrôle n'a pas de sens parce que le processus est clairement hors de contrôle. Au lieu de cela, elle a décidé de montrer la limite supérieure de la spécification et le temps d'attente moyen.
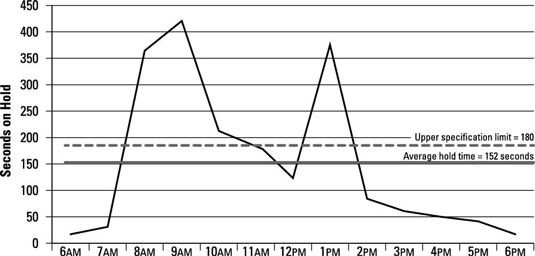
De 8 heures-10h59, le temps d'attente moyen est supérieure à la mémoire descriptif supérieure 13 heures-13:59, durée de rétention sont supérieures à la spécification supérieure, aussi.
En utilisant les concepts d'attributs et d'échantillonnage variables, Karen peut choisir toute période et de déterminer si le temps d'attente moyen conforme à la limite supérieure de la spécification. Elle peut également utiliser l'attribut échantillonnage de sélectionner au hasard un certain nombre d'appels pour voir si chaque appel est dans la limite de spécification. La métrique est atteint ou non. Karen peut également effectuer l'échantillonnage variable pour déterminer la mesure dans laquelle un résultat conforme.
Vous pourriez entendre parler de la règle des Sept quand on parle de cartes de contrôle. La règle des sept États que les points de données sept tendances dans un sens (vers le haut ou vers le bas) ou sept points de données sur un seul côté de la moyenne indiquent que le processus ne soit pas aléatoire. Cela signifie que vous devriez vérifier la mesure de déterminer si quelque chose est d'influencer le processus.
-
 Histogrammes: technique graphique pour les données statistiques
Histogrammes: technique graphique pour les données statistiques -
 Comment histogrammes peuvent dénaturer les données statistiques
Comment histogrammes peuvent dénaturer les données statistiques -
 Comment la forme d'un histogramme reflète la moyenne statistique et médian
Comment la forme d'un histogramme reflète la moyenne statistique et médian -
 Recette de pain brun de Karen
Recette de pain brun de Karen -
 7 outils de planification de la qualité de base que vous devez savoir pour l'examen de certification PMP
7 outils de planification de la qualité de base que vous devez savoir pour l'examen de certification PMP - 8 outils de contrôle de qualité à savoir pour la certification PMP
Tous les mouvements de gestion et d'amélioration de qualité partagent le même fondement, indépendamment de ce que votre entreprise appelle son programme de qualité (certaines entreprises passent plus de temps à venir avec des noms intelligents…
Le premier article que vous référencez en préparation pour l'examen de certification PMP est le plan de gestion de la qualité, qui fait partie du plan de gestion de projet. Le plan de gestion de la qualité fournit une orientation pour le…
Il existe plusieurs outils de contrôle qualité et les techniques que vous devez savoir pour l'examen de certification PMP. Les schémas suivants sont deux exemples de façons de contrôler la qualité de votre projet.Diagrammes et de cause à…
Outre les points de tableau de commande qui se trouvent au-delà des limites de contrôle à Six Sigma, d'autres motifs visuels peuvent vous dire que quelque chose hors de l'ordinaire qui se passe à votre processus. Ces autres modèles indiquent…
L'outil de la CPS primaire for Six Sigma est le carte de contrôle - un suivi graphique d'un processus d'entrée ou une sortie au cours du temps. Dans le tableau de commande, ces mesures sont suivis visuellement comparés aux limites de décision…
Dans les initiatives Six Sigma, vous pouvez faire des cartes de contrôle pour les données d'attribut. Les données d'attributs sont des données qui ne peuvent pas tenir dans une échelle continue, mais est plutôt fragmenté en distincte seaux,…
Attention mesure est la clé de la gestion de vos processus de contrôle de qualité. Utilisez les étapes suivantes pour vous assurer que vous mesurez les bons facteurs de contrôle de qualité dans le droit chemin.Déterminez ce que pour mesurer…
Si vous appliquez cartes de contrôle dans le cadre de votre plan de contrôle de processus Six Sigma, vous pouvez utiliser le tableau de contrôle lui-même de déclencher l'action ou de laisser les choses comme elles sont fondées sur ce que la…
L'outil Statistical Process Control primaire (CPS) pour les initiatives Six Sigma est le carte de contrôle - un suivi graphique d'un processus d'entrée ou une sortie au cours du temps. Dans le tableau de commande, ces mesures sont suivis…
Parfois appelé ateliers Kaizen Blitz, événements amélioration rapide fournissent le véhicule d'aborder et de résoudre les problèmes de processus étroitement ciblées. Certaines améliorations de processus peuvent être abordés très…
Surveillance et contrôle des travaux de projet est quelque chose que vous avez besoin pour l'examen de certification PMP et se déroule tout au long du projet. Il commence dès que vous commencez à formaliser les plans, et il ne se termine pas…
Les mêmes outils et techniques que vous devez savoir pour l'examen de certification PMP dans le Plan de gestion de la qualité et qui va apparaître dans Contrôle de la qualité peut aider dans ce processus. La différence est qu'ici, ils sont…
Lorsque vous êtes prêt à prendre le PMP (Project Management Professional) examen de certification, attendre à voir jusqu'à dix questions portant sur des diagrammes de réseau, diagrammes priorité, et des questions de calendrier. Voici quelques…
L'indice de la capacité la plus simple pour Six Sigma est appelé CP ou de l'indice de capacité à court terme. Il compare la largeur d'une spécification recto-verso à la largeur efficace à court terme du processus.Indice de capacité à court…